
发货:3天内
发送询价
K型伸缩甲管在确定范围内可轴向伸缩也能在确定的角度内克服管道对接不同轴向而产生的偏移能方便阀门管道的安装与拆卸在管道允许伸缩量中可以自由伸缩一旦越过其大伸缩量就起到限位确认管道的运行。主要为保护管道运行具有以下作用:补偿吸收管道轴向、横向、角向热变形;吸收设备振动减少设备振动对管道的变形量。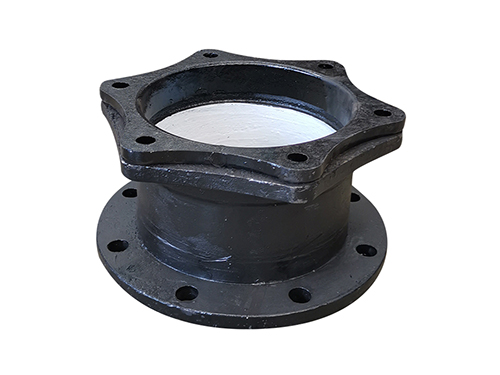
 K型伸缩甲管生产中的质量该如何控制和管道安装时的质量控制措施
K型伸缩甲管生产中的质量该如何控制和管道安装时的质量控制措施[一]、K型伸缩甲管生产中的质量该如何控制
大型石墨铸铁件容易出现石墨球粗大、石墨球数量减少、石墨漂浮、石墨球变形、石墨开花、石墨破碎等缺陷。因此,大型K型伸缩甲管的制造技术一直是铸造行业公认的难题。质量控制措施通常在生产过程中采取,那么。我们该如何控制大型K型伸缩甲管在生产过程中的质量呢?
1、加快冷却速度
铸造大型K型伸缩甲管的关键技术措施之一是加快铸件的冷却速度。通过各种冷却手段,可以缩短凝固时间,控制大断面的质量。铁水凝固时间应控制在2h以内。对于大断面K型伸缩甲管,各种型砂难以满足快速冷却的要求。提高冷却速度的常规方法是添加冷铁、强制冷却、冷铁和强制冷却。
2.严格控制化学成分
大型K型伸缩甲管的生产要求严格控制化学成分。高碳当量碳当量容易产生石墨漂浮,但碳当量过低容易产生缩孔、气孔等缺陷。考虑改变铁水的铸造性能。尽量使铁水的碳当量接近共晶点。但由于球化元素的影响,K型伸缩甲管的共晶点向右移动4.6%-4.7%。有人认为碳当量控制在4.1%-4.3%之间很合适。W(c)一般控制在3.4%~3.7%。例如,根据文献资料,在6001500mm大型K型伸缩甲管的试制中,w(c)以3.5%~3.7%的比例快速入选,取得了较好的效果。
[二]、管道安装时的质量控制措施
(1)在沟槽开挖时,常常会出现槽底超挖、淹水、泡水等问题。因此,在沟槽开挖时需要采取动态检查,并且机械挖槽需要留出20cm左右的人工清挖范围。如果发生超挖问题,需要用土或者砂砾添实到标准的高度。
在雨季或者地下水含量比较高的地区施工时,需要先在沟槽外设置排水沟,这样避免过多的水量聚集在沟槽内,造成伸缩甲管上浮问题。
(2)在运输和安装管道的过程中,还需要加强对这些管材的保护工作,避免运输和安装时出现比较大的震动和碰撞。在对这些管道进行吊装时需要使用吊带或者专用工具来进行吊装处理。机械退订安装施工时还要采取一定的保护措施,避免发生碰撞和撞击而造成管道损坏问题,一旦发生损坏,这些管材将不能再进行使用。
(3)在开展接口安装时,需要由具有一定经验和水平的施工人员来进行施工。并且,在施工前要对这些施工人员进行伸缩甲管管道安装施工操作规范的培训。在接口安装时要保障对接前把承口内工作面和插口的外工作面进行平整和清理处理,将飞刺、铸砂、戮结物以及会划破橡胶圈的杂物干净,不能出现凸脊缺陷,同时还要确保管道内部的清洁干净。在清理插口、承口表面后要涂抹一层润滑剂。另外,在直线安装时接口的环向间隙距离要保持均匀,承插口的纵向间隙也要控制在3mm以下。
沧州兴源铸业有限公司(http://www.xingyuanzhuye.com)主营多种不同型号的K型伸缩甲管、全盘三通、承插变径,产品用于大中小型企业,如化工、电业、冶金等。竭诚欢迎各界人士的指导合作。